Introducing GBSCSI
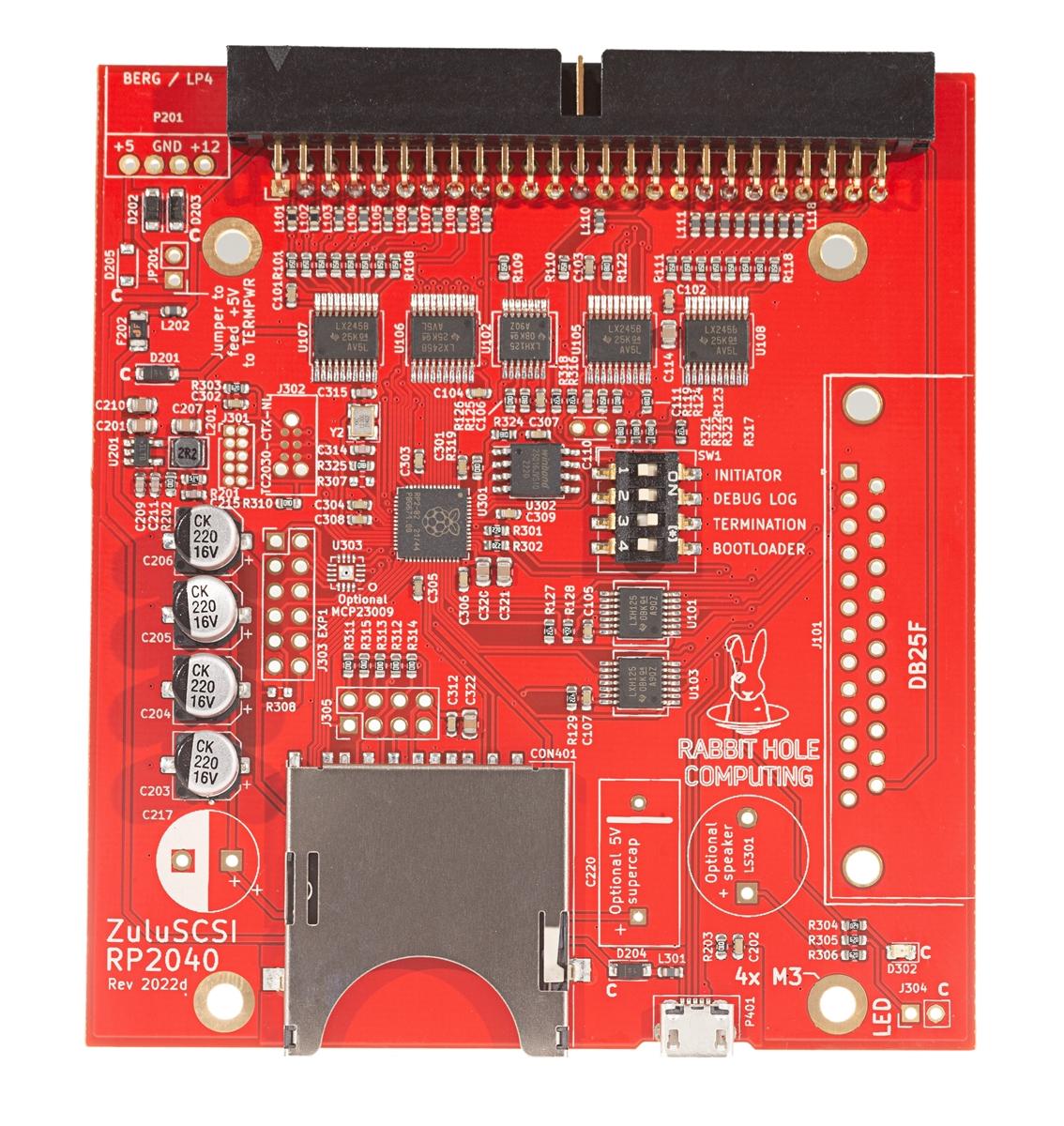
We sell quite a few of our ZuluSCSI offerings. However, we've heard your requests: you want a more affordable option. Maybe you don't use your vintage computer that often. Or, maybe you're on a tight budget. (We certainly are!)
To that end, we're now carrying the GBSCSI2 OSHW SCSI drive emulator. We'll continue to carry the ZuluSCSI, and both boards use the same great firmware with the ZuluSCSI project's approval.
We asked the board's designer, George Mezzomo, to talk a bit about designing the GBSCSI.
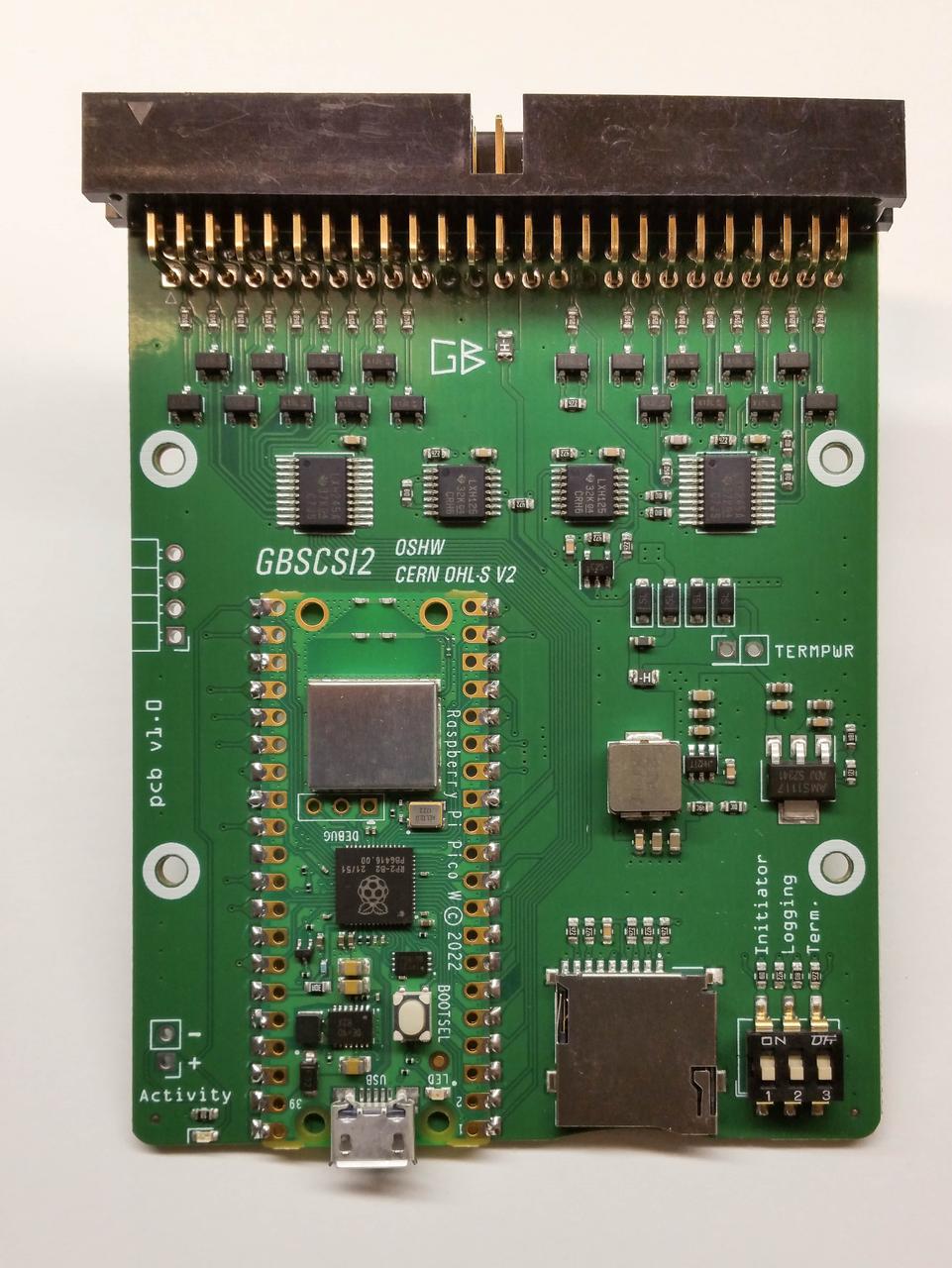
The GBSCSI 3.5" Hybrid.
Tell us a bit about yourself, George.
I started with disassembling my toys at an early age, learning how things worked, moved on to collecting computers at age 10, and then all sorts of odd stuff, anything I could buy cheap and fix to satisfy my curiosity. At some point in my early life I started doing my own PCBs with sharpie and ferrochloride, copying designs from 80s magazines, and later tried designing boards, but wasn't much good at it (due to not knowing how to use the software properly). I then went to college to become an EE (where PCB design surprisingly isn't really taught). I was dissatisfied with school and had recently lost my dad, so I really needed something to occupy myself with. A colleague (and good friend) taught me the basics of EDA, and I liked doing that so much I've decided that's what I want to do for a job.
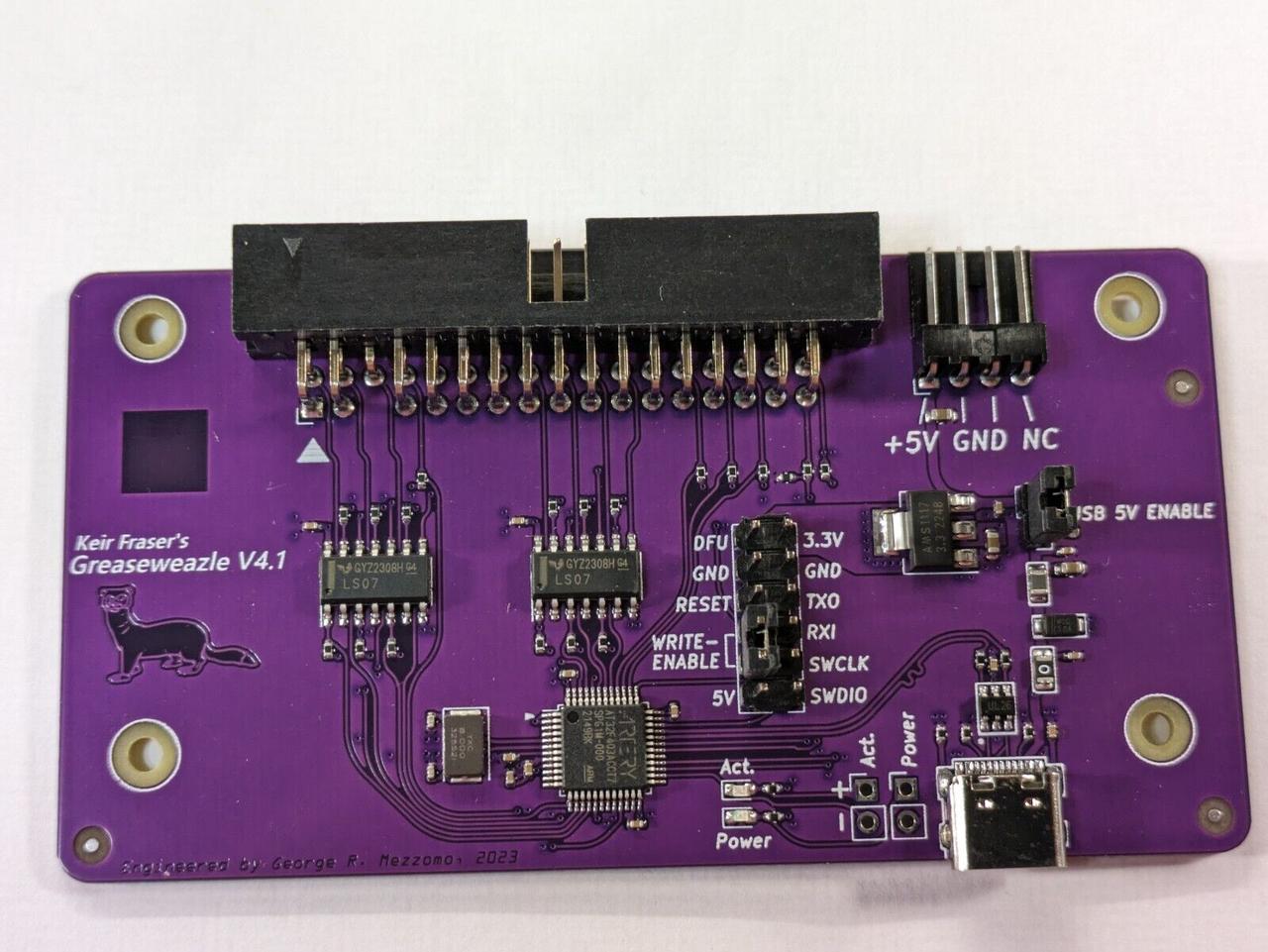
You're the PCB designer for the Greaseweazle. How did you get involved in that project?
I had bought an Amiga 600 for peanuts, but writing disks for the Amiga from a PC involved using a parallel port cable and DOS software - clunky, from a laptop, and results were also often unreadable. Then Greaseweazle appeared, and made that much easier and convenient - I could just use a cheap Bluepill board and a USB port, from within Windows or Linux. However, STM32 fakes flooded the market, and buying a Bluepill that would work with Greaseweazle became almost impossible. I decided I could use my newly-acquired PCB design skills to create a board that bypassed the need for the Bluepill+adapter, one that would have a STM32 from a known-good source fitted to it from the factory. Then this got moved to a higher-performance variant, and, when STM32 parts became scarce during the post-pandemic supply chain crisis, the design got yet again remade to use an improved clone chip. This has now been polished and refactored into v4.1.
Why make the GBSCSI ?
GBSCSI sort of appeared from the same pattern as the Greaseweazle: I wanted a cheap device - in this case, one I could order preassembled in bulk to fit all my machines that needed their failing storage replaced (and there were many of them). STM32 CPUs were impossible to buy, and people were charging insane prices for Bluepills, fake or otherwise. Thus, an ArdSCSIno-stm32 compatible PCB was lashed-up, and released as the original GBSCSI. It originally used the cheapest clone chip I could find, which wasn't very good.
This was just cheap, devoid of any polish, but fulfilled my initial needs. However, SCSI Disk Emulators have since progressed. Since I'm lazy, and a terrible programmer, I don't want to maintain my own firmware, but I like having hardware tailored to my needs. GBSCSI2 was originally going to be a buffered variant of the earlier board, also STM32 (or similar), but given the performance increase offered by devices based on the RP2040, the decision was made to target compatibility with those.
What makes the GBSCSI different?
I wanted a design that could fit all my machines, regardless of whether they used 2.5" or 3.5" disks, with a single PCB design. Ordering 25 identical boards is much more economically efficient than ordering 10 of one design, and 15 of the other. This was the original aim of the design. Other than that, it's mostly personal preference - where I want my connectors and switches placed, that sort of thing. If I make my own board, I am afforded the freedom to change those to what I consider most convenient for my use, but also what friends I talked to would want.
Any other interesting projects coming up?
I have been meaning to refresh a few old designs and get them out the door - maybe they'll get released for public consumption, once I test them. You can see my older designs on GitHub. The real fun stuff is under NDA!
Thanks again, George, for taking the time to speak with us!




{kind=link}